
Производство башни ветрогенератора
United Energy Qazaqstan производит стальные башни ветрогенераторов(трубчатых опор) для наземных ветряных турбин на производственной площадке в Республике Казахстан. С нашим производством мы гибко реагируем на требования растущего рынка возобновляемых источников энергии. Высокая степень автоматизации и современные мощности обеспечивают низкие производс ...
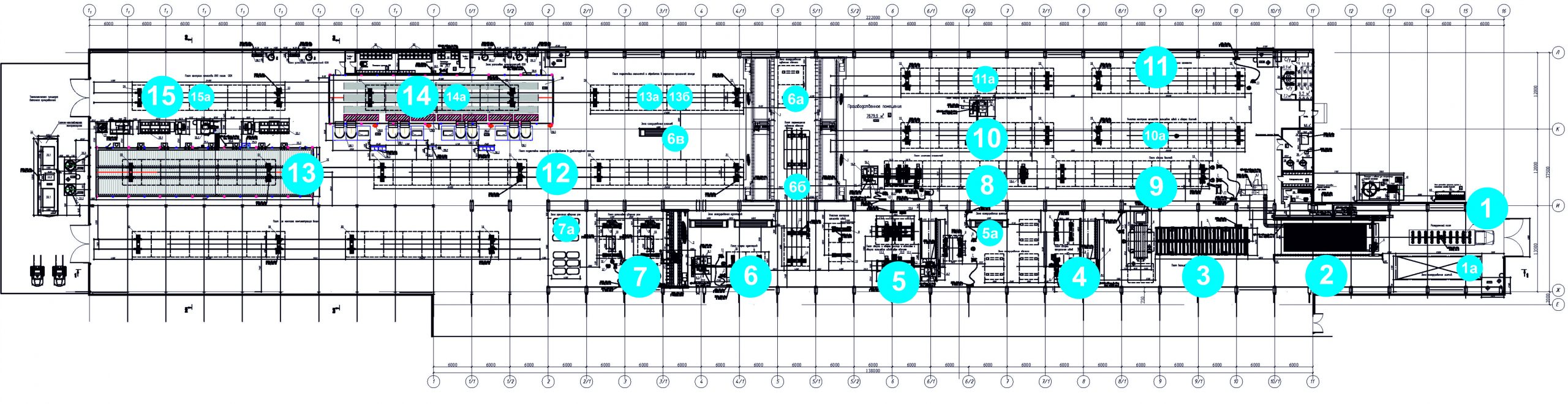

1. Разгрузка грузовика
Разгружаются листовой металл, фланцы, адаптеры, дверные каркасы. Для транспортировки листов используется вакуумный подъемник. Фланцы, адаптеры, дверные каркасы транспортируются с помощью мостового крана с крюком и тросов и доставляются в предназначенные для них места хранения (См. поз. 5а, 6а, 7а). Листы складываются на поз. 1а.

2. Резка
Резка производится на машине для кислородной резки. Лист разрезается для подготовки сварного шва. Проводится подготовка швов V, X и K. Процесс резки зависит от QMOS и толщины листа. Отмечается расположение болтов. Лист сопровождается до сборки.

3. Вальцовка
Готовый лист подвергается прокатке. После прокатки концы листового металла фиксируются кронштейнами, затем сшивается продольный шов. После сшивания происходит сварка корня.

4. Сварка продольного шва
Перед сваркой корень шва аккуратно отшлифовывается. Привариваются вспомогательные пластины для измерения продольной ровности шва. В соответствии с WPS (DIN EN ISO 15609-1), сначала сваривается либо внутри, либо снаружи, это зависит как от толщины листового металла, так и от метода.

5. Сварка 2-х листов и фланца
Два листа выравниваются(при необходимости) и свариваются. Их транспортировка производится с помощью крана с крюком. Сварка производится аппаратом MIG-MAG. Окончательный процесс сварки реализуется системой СПФ(Сварка под флюсом). С помощью Easy-Laser монтируется фланец. Швы проверяются с помощью УЗТ согласно стандартам DIN EN ISO 17640,11666,23279.

6. Сварка адаптеров
Приваривается адаптер. Происходит проверка швов. Устраняются дефекты сварки(при обнаружении).

7. Сварка дверей
Дверной каркас приваривается вручную. Форма двери вырезается с помощью шаблона. Затем с внутренней стороны подготавливается отверстие, и вваривается каркас. Облицовочные листы и дверные каркасы предварительно нагреваются, затем дверной каркас приваривается вручную. После сварки проводится испытание UT. Производится перемещение мостовым краном до позиции роликовых опор на рельсах (Поз. 6Б).

8. Сборка обечаек(2+2)
Пары обечаек размещаются на роликовые опоры с помощью крана. Затем их проверяют и сваривают между собой. СПФ (Сварка под флюсом) происходит снаружи, а затем внутри. Перед сваркой внутреннего шва зачищают корень шва. Процесс продолжается до тех пор, пока сегмент не будет завершен.

9. Сварка болтов
Сегмент перемещается на станцию с помощью 2 кранов. Болты вставляются в заранее отмеченные местах (Поз. 2) Сварка болтов производится вручную.

10. Контроль качества
Сегмент перемещается на станцию с помощью 2 кранов. Сварной шов болтов проверяется с помощью МПКП. Окружные швы проверяются УЗК.

10а. Ремонт
Ремонтируются внутренние швы. Ремонт проводится только изнутри. Проводится визуальный осмотр (ВТ).

11. Сварка головного фланца
Транспортировка осуществляется двумя кранами. Приваривается головной фланец.

11а-12. Подготовка в дробеструйным работам
Транспортировка осуществляется роликовыми опорами. Проводится дополнительная проверка. Наружная поверхность фланцев покрывается защитой. Болты закрываются винтами.

13. Дробеструйная кабина
Транспортировка проходит по рельсам на роликовых опорах. Проводятся дробеструйные работы. Роликовые опоры внутри дробеструйной кабины защищены.

13а,б. Проверка и подготовка к покраске
Транспортировка осуществляется двумя роликовыми опорами. Устанавливаются адаптеры для покрасочной камеры. Болты заклеиваются защитным скотчем. Отверстия на фланцах герметизируются. Цинковая пыль на фланце и контактные поверхности винтов и шайб защищаются.

14. Покраска
Процесс покраски состоит из 5 стадий: 2 раза внутри, 3 раза снаружи.

14а. Проверка и сушка

15. Сборка комплектующих.
Происходит сборка и проверка комплектующих: лестницы, держателя лестницы, платформ, шкивов, силового кабеля, держателя силового кабеля, кабельного лотка, шнура питания, розеток, соединительной вилки, держателя огнетушителя, двери, ламп, кабеля управления, вентиляции, лифта, аварийного освещения, держателя для СИЗ, держателя страховки.

Центр образования United Energy
Реализация Центра образования United Energy - это способ развития местного рынка в области возобновляемых источников энергии и энергоэффективности. Мотиваци ...